 咨詢電話:13293500000
咨詢電話:13293500000


— 資訊 —
 全國免費客服電話
13293500000
全國免費客服電話
13293500000
郵箱:13293500000@163.com
手機:13293500000
電話:0350-6068888
地址:中國山西
發布時間:2023-08-29 人氣:
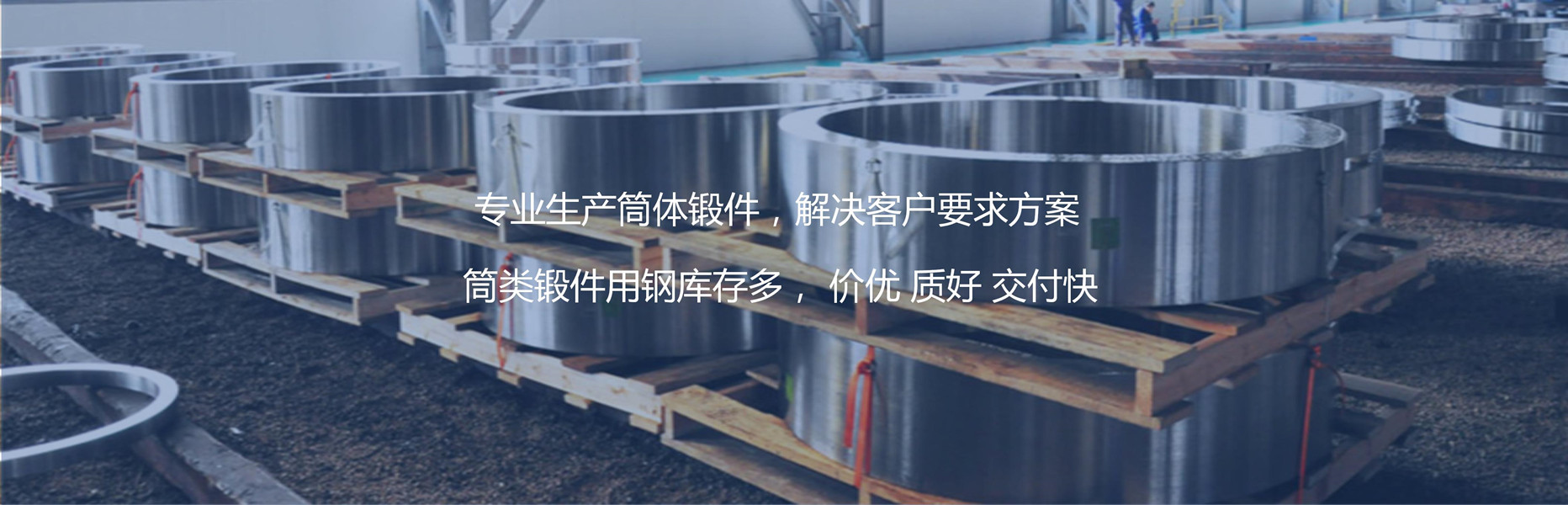
筒鍛件冷卻是鍛造工藝過程中必不可少的工序。生產中由于鍛后冷卻不當,常使授件翹曲,表面硬度升高,甚至產生裂紋。為保證鍛件質量,筒鍛件常用的鍛后冷卻方法有以下幾種:
空冷:將鍛后的鍛件放在空氣中冷卻(但放置鍛件的地方不應有強烈的氣流并且應保持干燥)。此方法冷卻速度較快,適合于低、中碳鋼及合金結構鋼的小型鍛件。
坑冷:將鍛后的鍛件埋人充填著導熱性較小的砂子、爐渣、石灰或石棉的地坑中進行冷卻,這種冷卻方法速度較慢,適用于中碳鋼、合金工具鋼及大多數低合金鋼的中型鍛件,而碳素工具鋼鍛件需先空冷至700℃~650℃后,再坑冷。
爐冷:將鍛后的鍛件立即放入500℃~700℃的加熱爐中,隨爐冷卻。這是一種緩慢的冷卻方法,適合于中碳鋼及低合金鋼的大型鍛件和高合金鋼的重要零件。在一般情況下,鋼中含碳量及合金元素的含量越高,體積越大,形狀越復雜,冷卻速度應該越緩慢。
鍛造應在一定的溫度范圍內進行。鍛造溫度范圍是指由始鍛溫度到終段溫度之間的溫度。
始鍛溫度:允許加熱的高溫度即始鍛溫度。在不出現過熱的前提下,應盡量提高始鍛溫度,以使坯料具有好的鍛壓性能,并能減少加熱次數,提高生產率。碳鋼的始鍛溫度比固相線低200℃左右。
終鍛溫度:不能繼續鍛造的溫度為終鍛溫度。鋼的終鍛溫度應高于再結晶溫度,以保證有足夠的塑性以及鍛后能獲得再結晶組織。但終鍛溫度過高,易形成粗大晶粒,降低力學性能;終鍛溫度過低,則鍛壓性能變差。碳鋼的終鍛溫度為800℃左右。
以上就是這篇文章主要給大家講述的內容,希望對大家能夠有所幫助。選擇中重,選擇品質!
上一篇:缸體鍛件的酸浸試驗低倍檢驗
下一篇:大型筒體鍛件成形制造技術的發展
相關推薦
服務熱線

