 咨詢(xún)電話(huà):13293500000
咨詢(xún)電話(huà):13293500000


— 資訊 —
 全國(guó)免費(fèi)客服電話(huà)
13293500000
全國(guó)免費(fèi)客服電話(huà)
13293500000
郵箱:13293500000@163.com
手機(jī):13293500000
電話(huà):0350-6068888
地址:中國(guó)山西
發(fā)布時(shí)間:2023-04-20 人氣:
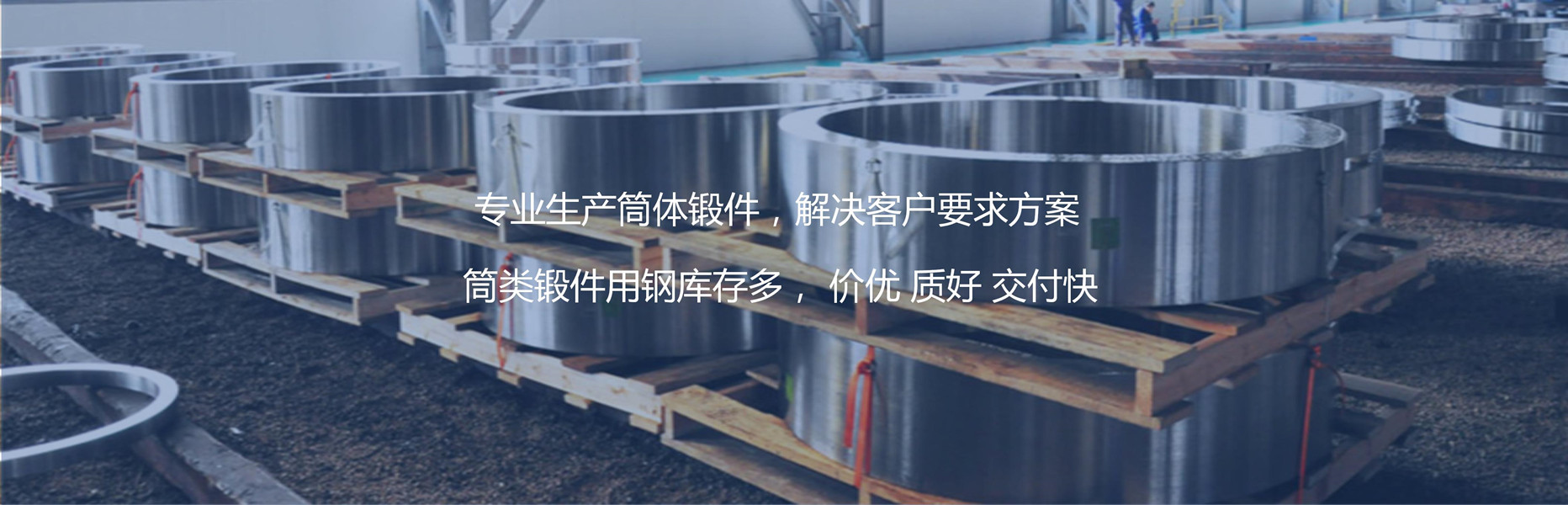
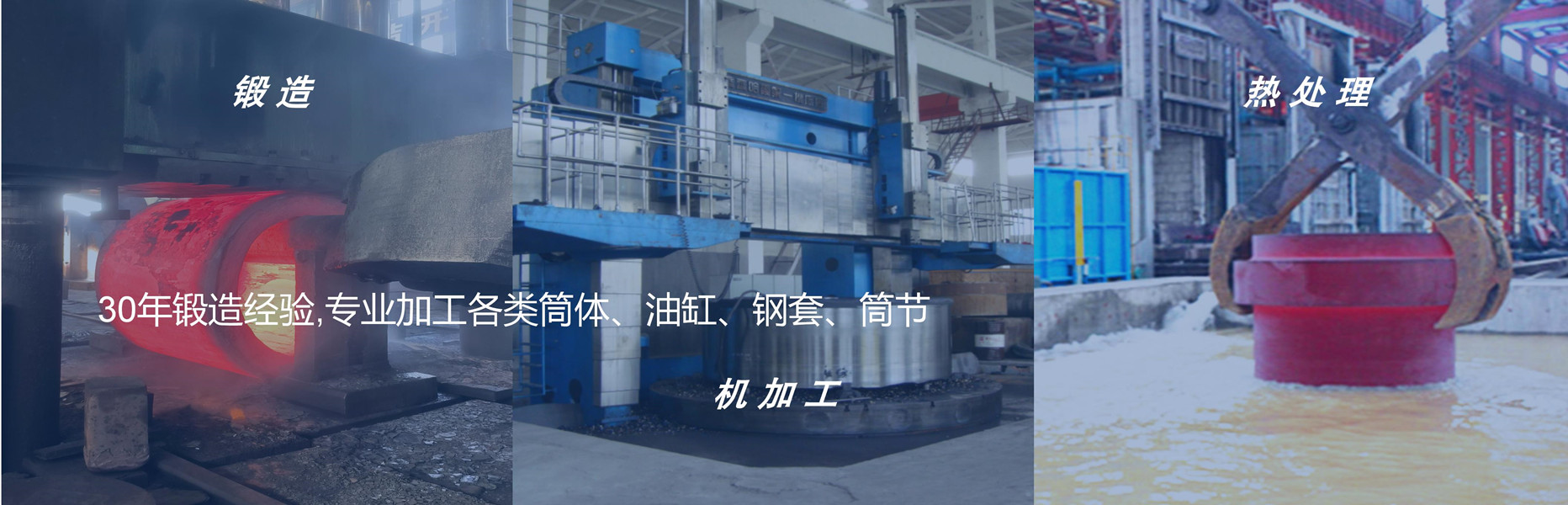
筒類(lèi)鍛件廣泛應(yīng)用于加氫反應(yīng)器和核電蒸發(fā)器等高壓容器中。因長(zhǎng)期處于高溫高壓環(huán)境中,要求容器具有較高強(qiáng)度。筒類(lèi)鍛件質(zhì)量的好壞直接決定壓力容器能否達(dá)標(biāo)。因此,有必要提高其質(zhì)量。

在實(shí)際生產(chǎn)中,多數(shù)鍛件是鍛后接著熱裝爐進(jìn)行正火回火處理。鍛后空冷的鍛件只能冷裝爐進(jìn)行正火回火處理。正火后進(jìn)行過(guò)冷的目的是為了降低鍛件的中心溫度,經(jīng)適當(dāng)保溫使溫度均勻,同時(shí)也能起到除氫的作用。過(guò)冷溫度因鋼種不同而不同,一般熱裝爐為350-400℃或400-450℃,冷裝爐為300-450℃。
為避免高溫鍛件產(chǎn)生粗品,鍛造加工中還應(yīng)注意高溫鍛件的粗晶,原材料及鍛造工藝過(guò)程中各個(gè)環(huán)節(jié)(包栝加熱、變形、模具、潤(rùn)滑、操作等)均有關(guān)系,因此,中重重工為保證鍛件質(zhì)量穩(wěn)定,工藝編制要詳細(xì)、正確,執(zhí)行工藝要嚴(yán)格、準(zhǔn)確。髙溫合金的重要鍛件,即使小量生產(chǎn),也應(yīng)采用模鍛。
當(dāng)要求鋼焊后在690℃退火長(zhǎng)達(dá)24h時(shí),為了仍能保證,不致降低母材的力學(xué)性能,就應(yīng)當(dāng)把淬火后的回火溫度選得低些,一般選在650℃。鋼焊后退火要求在較低的溫度610℃下進(jìn)行,其回火參數(shù)約為19,所以淬火后就可以直接在得到力學(xué)性能的溫度650℃下回火。

關(guān)于回火參數(shù)的計(jì)算,文獻(xiàn)中有參考。在此,應(yīng)當(dāng)把淬火后的回火、焊接的中間退火和焊后退火等不同時(shí)期的溫度和時(shí)間換算成在同一溫度不同當(dāng)量保溫時(shí)間下的回火,然后再按此溫度及當(dāng)量時(shí)間的總和計(jì)算出回火參數(shù)。
中重重工鍛件熱處理加熱時(shí),根據(jù)鍛件入爐時(shí)爐溫的不同可分為三種情況。 冷鍛件裝入爐溫已升到淬火或正火溫度的爐內(nèi)加熱,這是小型零件常用的一種加熱方式,但對(duì)大型鍛件來(lái)說(shuō)是屬于快速加熱范圍了,隨著鍛件冶金質(zhì)量的提高,這種加熱方式在大型鍛件上的應(yīng)用也越來(lái)越多了。
以上就是對(duì)這篇文章的講述,希望對(duì)您有所幫助。選擇中重,選擇品質(zhì)!
上一篇:油缸活塞鍛件的工藝步驟!
相關(guān)推薦
服務(wù)熱線(xiàn)

